Kuidas metalltorusid painutatakse: töö tehnoloogilised üksikasjad
Nurga all painutatud torud on leidnud rakendust nafta- ja keemiatööstuses, mehaanika- ja aparaadiehituses.Ilma nendeta ei saa hakkama ükski arhitektuuri- või ehitusprojekt.
Pöörete tegemiseks võib kasutada igasuguseid liitmikke, kuid siis võivad tekkida lekked ja mõnikord on see esteetilistel põhjustel lihtsalt vastuvõetamatu. Atraktiivsema välimuse ja kõrge töökindluse tagab torude painutamine - protsess, mis ei riku nende terviklikkust.
Me ütleme teile, kuidas kõige paremini painutada metalltoru nii külma kui ka kuuma tehnoloogia abil. Meie esitatud artikkel kirjeldab erinevatest materjalidest valmistatud torude painutamise eripära. Antud on profiili- ja tavapäraste ümartorudega töötamise omadused.
Artikli sisu:
Painutusprotsessi omadused
Igal metallil on oma omadused, ilma neid arvesse võtmata on võimatu anda valtsmetallile keerulist kuju. Painutatud torule mõjuvad radiaalsed ja tangentsiaalsed jõud.
Esimesed deformeerivad sektsiooni ja teised aitavad kaasa voltide ilmumisele. Lõpptulemuse põhinõue on, et toru ristlõige ei muutuks ja seintel ei tohiks olla lainetust. Painutamine võimaldab minimeerida keevisõmbluste arvu igasuguste painutustega torujuhtmete paigaldamisel.
Torude painutamise meetodid
Lähtudes nõutavast paindenurgast, materjalist ja toru läbimõõdust, saab painutada käsitsi või spetsiaalse varustuse abil. Samuti on olemas kuum- ja külmpainutamine, toruõõne täitmisega ja ilma.

Pärast koormuse eemaldamist toimub nähtus nimega vedru, mis on otseselt võrdeline materjali elastsusmooduliga. Võimaliku deformatsiooni suurus sõltub ka kasutatavast painutusmeetodist ja objekti geomeetriast.
Kuuma tehnoloogia eripära
See meetod valitakse, kui on vaja painutada toru läbimõõduga 10 cm või rohkem Torud deformeeritakse kuumalt nii käsitsi kui ka mehhanismide abil. On olemas selline asi nagu minimaalne painderaadius.
Kütmist vajava torutsooni pikkus määratakse toru läbimõõdu ja paindenurga alusel. Sel juhul ei saa ümardamine olla väiksem kui toru läbimõõt korrutatuna 3-ga.
Leidke kuumutatud sektsiooni pikkus valemi abil:
L = α x d / 15
Valemis: L on vajalik pikkus mm, α on paindenurk kraadides, d on toru välisläbimõõt mm, 15 on koefitsient. Oletame, et 200 mm läbimõõduga toru tuleb painutada 60⁰ nurga all, siis L = 60 x 200/15 = 800 mm, s.o. 4 läbimõõtu.

Toru painutamiseks tuleb see kuumutada temperatuurini 900⁰. Optimaalne temperatuur painutamise alustamiseks on 760⁰ ja lõpus - 720⁰C. Põlemisel materjali tugevusomadused halvenevad.
Kuumpainutusprotsess hõlmab mitmeid toiminguid:
- malli tegemine;
- liiva pakkimine;
- saidi märgistamine;
- soojus;
- painutamine.
Et toru ristlõige ei deformeeruks ja selle sisemisele osale ei tekiks paindekohas magusaid kohti, täidetakse siseruum kvartsliivaga.
Esmalt kuivatatakse ja kaltsineeritakse liiv orgaaniliste lisandite eemaldamiseks temperatuuril 150–500°, seejärel lastakse läbi peene sõela, mille raku suurus on 3,3 x 3,3 mm. Enne kui hakkate toru toppima, peate selle ühe otsa ühendama.
Korkidena kasutatakse puidust või metallist korgid, millel on auk gaaside väljumiseks. Peent ja märga liiva kasutada ei saa, sest... esimene on termilise mõju all paagutatud ja kleepub kindlalt torude seintega.
Teine, auru moodustumise tulemusena, aitab kaasa kõrge siserõhu tekkele, mis võib põhjustada pistiku väljalennu. Kivide olemasolu pakendis on lubamatu, need võivad tungida läbi toruseina.
Toru toppimise protsess on väga töömahukas, seetõttu transporditakse see torni ja sellele antakse veidi kaldu või vertikaalne asend. Kuna painde kvaliteet sõltub otseselt tihendi tihendamisest, koputatakse toru pidevalt kogu protsessi vältel. Tuhm heli näitab, et toorik on hästi täidetud.
Enne otse põhitoimingu juurde asumist joonistatakse liivaga täidetud torule tulevaste painde alad, kinnitades malli. Torusid kuumutatakse ahjudes või ahjudes. Painutage nii käsitsi kui mehhaniseeritult.
Viimasel juhul kasutatakse spetsiaalseid plaate, mis on varustatud tõukepostidega, mille abil kinnitatakse toru kuumutatud osa, ja klambrid, mis hoiavad toru otsa plaadil.Toru vastasotsa pannakse tross, mille pingel vintsi või vedru abil toru paindub.
Toruseinte deformeerumise vältimiseks asetatakse torualuse ruumi tihendid - sirged või kõverad. Vaba ots koos selle külge kinnitatud kaabliga kinnitatakse statiivi abil. Protsessi käigus jälgitakse toru geomeetriat, rakendades sellele perioodiliselt malli.
Pärast toru soovitud nurga all painutamist eemaldatakse pistikud sellest põletamise või lihtsalt väljalöömise teel. Liiv valatakse välja, toru puhastatakse ja pestakse. Tehke lõplik paindekontroll malli abil.
Külm painutamine
Väikese läbimõõduga torude konfiguratsiooni muutmiseks kasutatakse mitmesuguseid käsitsi seadmeid, suure läbimõõduga torude mehhaniseeritud painutajaid. Kodus on kõige sagedamini vaja vee- ja gaasitorude painutamist. terastorudkasutatakse veevarustus- ja küttesüsteemide ehitamisel.
Toru painutamist 90⁰ nurga all nimetatakse painutamiseks, 180⁰ on rull, servi moodustamisega on kude ja silmuse kujul on sulg.

Käsitsi painutamiseks on ka teisi seadmeid. Kodus vee soojendamiseks mähise tegemiseks keritakse umbes 20 mm läbimõõduga roostevabast terasest toru lihtsalt suure läbimõõduga torutükile. Esiteks keevitatakse suurele torule kronstein, asetatakse tugedele ja kinnitatakse klambriga.
Toru täidetakse tihedalt liivaga ja suletakse pistikutega, seejärel sisestatakse kronsteini ja mähis algab. Mallina kasutatav toru tuleb keerata, nii et see nõuab vähemalt kahe inimese pingutusi. Pärast mähise lõpetamist on mähis tasandatud.

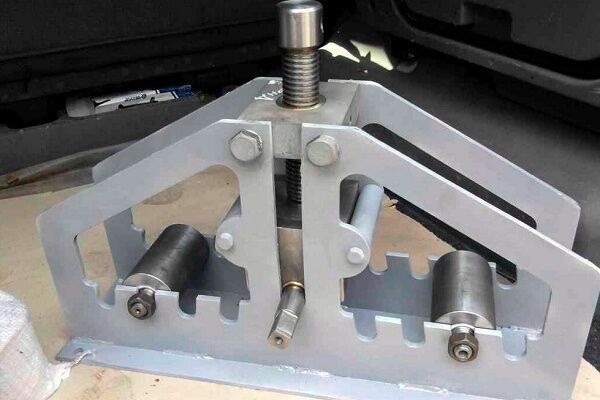
Roostevabast terasest või muust materjalist toru kodus painutamine saab teha lihtsaima seadme abil. Soovitatav on seda kasutada väikese töömahu jaoks.
Lihtsa mehaanilise torupainutusmasina saate oma kätega ehitada, eriti kui teil on keevitusoskused ja tunnete keevitusmasinat:
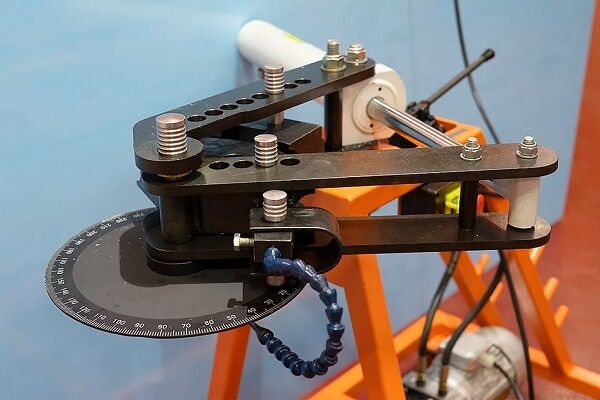
Primitiivsete valmistamiseks torude painutusseade Vaja läheb betoonplaati, metalltihvte ja haamertrelli. Plaat on jagatud lahtriteks 40 x 40 või 50 x 50 mm. Perforaatori abil puuritakse lahtrite nurkadesse augud ja sisestatakse tihvtid.
Torukujuline toode sisestatakse tihvtide vahele ja jõu rakendamisel painutatakse. Selle painutusmeetodi täpsus ei ole ideaalne, kuid see on täiesti piisav töödeldava detaili kodus kasutamiseks. Suurema täpsusega painutamiseks saab kasutada tungraua baasil valmistatud seadet.

Toru sisemise valendiku deformeerumise vältimiseks kasutatakse vahendeid, mis takistavad seda protsessi seestpoolt. Liiva kasutatakse kõige sagedamini sisemiste piirajatena. Sel juhul sisestatakse toru ühte otsa pistik, teisest valatakse liiv läbi ja seejärel suletakse see pistikuga. Järgmisena tehakse painutamine.
Mõnikord on piirajaks spetsiaalselt selleks otstarbeks valmistatud vedru. Mähkimiseks kasutatakse traati läbimõõduga 1–4 mm. Vedru peaks paindekohas vabalt torusse mahtuma; osa traadist jääb väljapoole.
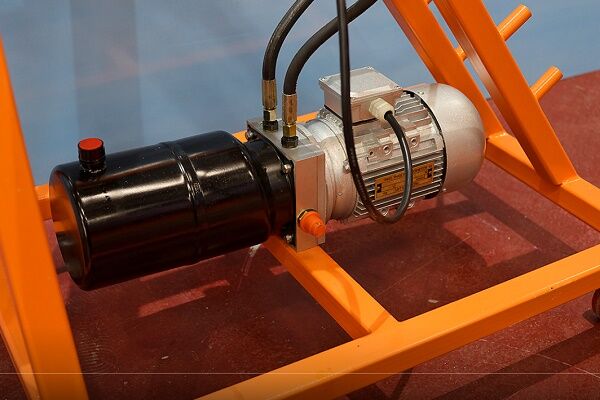
Käsitööriistade, teisaldatavate ja statsionaarsete masinate hüdrosüsteem hõlbustab oluliselt painutusprotsessi ja kiirendab torude deformatsiooni:
Pärast painde lõpetamist eemaldatakse vedru traati tõmmates. Ruudukujulise ristlõikega toruga töötamisel valitakse vedru tegemiseks sama ristlõikega traat.
Selleks sobib ka traadikimp, mis koosneb eraldi segmentidest, mis lükatakse ükshaaval sissepoole kuni tulevase paindepunktini. Pärast operatsiooni lõppu eemaldatakse ka segmendid ükshaaval. Kuni 4 cm ristlõikega ja 0,3 cm seinapaksusega roostevaba toru saate käsitsi painutada.

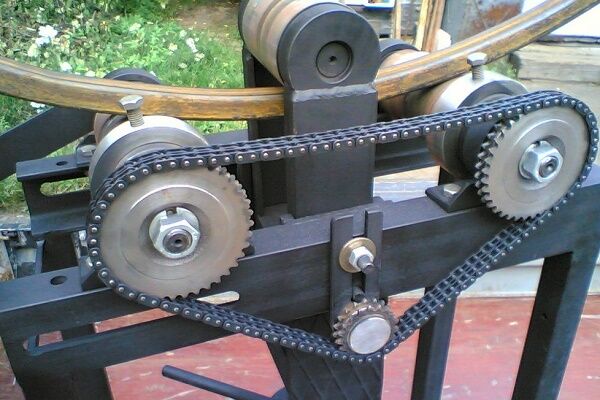
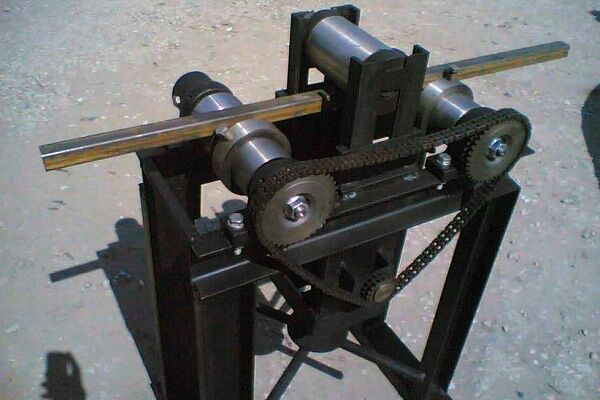
Suure läbimõõduga töötamiseks on vaja professionaalseid seadmeid. Toru painutusmasinad on varustatud südamikuga. See konstruktsioonielement on tavaline metallvarras.

Enne painutusprotsessi alustamist asetatakse see sisse, et vältida torude seinte deformatsiooni. Komplekti kuuluvatel torudel on erinevad sektsioonid, nii et saate valida sobiva torutoodete konkreetse läbimõõduga.
Värvilistest metallidest valmistatud torude konfiguratsiooni muutmine
Värvilistel metallidel on väga kasulik omadus - kõrge elastsus. Siiski pole nad piisavalt tugevad. Painutusprotsessi käigus võib surve- ja tõmbejõudude rakendamise tulemusena toru kokku kukkuda või puruneda. Selle vältimiseks peate tehnoloogiat rangelt järgima.
Kuidas painutada vasest ja messingist torusid?
Vasest ja messingist torude painutamiseks kasutatakse nii kuuma kui külma meetodit. Esimese valimisel valitakse sisemiseks täiteaineks liiv ja teiseks täiteaineks sula kampoli. Painutustehnoloogia on sama, mis terastorude puhul.
Vasest ja messingist valmistatud torukujulisi tooteid lõõmutatakse ja seejärel jahutatakse enne külmpainutamist. Mõlema materjali temperatuurivahemik on sama - 600 kuni 700⁰С. Erinevus on jahutuskeskkonnas - vask asetatakse vette ja messing jahutatakse õhuga.
Kui protsess on lõppenud, eemaldatakse kampol selle sulatamise teel. Toru purunemise vältimiseks ei tohi protsessi kunagi alustada toru keskelt, vaid ainult otstest. Painutusseadmetena kasutatakse nii lihtsaid tööriistu kui ka keerukaid masinaseadmeid.
Manuaalsed torupainutajad töötavad inimese füüsiliste pingutuste tõttu, hüdraulilised aga vähendavad need pingutused miinimumini. Mõlemad on varustatud vahetatavate düüsidega, mis võimaldavad teil valida soovitud läbimõõdu.

Vasest ja messingist torudega on palju lihtsam töötada kui terastorudega, kuid metalli deformatsioon painutamisel toimub samade füüsikaseaduste järgi. Painutusosas tekib välispinnal pinge, mille tagajärjel muutuvad seinad õhemaks.
Toru sees toimuvad vastupidised protsessid - sein kahaneb ja muutub paksemaks. On oht, et ümmargune sektsioon muutub ovaalseks ja nimiläbimõõt väheneb, mistõttu ei tohiks painutamist alustada ilma nende nähtuste vältimiseks meetmeid võtmata.
Alumiiniumist torude painutamine
Põhimeetodid alumiiniumtoru painutamine sama mis messing või vask:
- surumine rullide vahele;
- rullimine;
- tagasipööramine;
- survet.
Enne kui otsustate alumiiniumtorude painutada ja kuidas seda teha, peate nendega tutvuma. Esimest meetodit kasutatakse õhukeseseinaliste torude puhul, mille läbimõõt on kuni 10 cm, kui on vaja saavutada madalate täpsusnõuetega õrn painutus. Minimaalne raadius on siin rangelt reguleeritud. Selle suurus on 5-6 toru läbimõõtu.
Sektsiooni kõveruse määrab läbipainderulli asend. Kõige sagedamini valmistatakse sel viisil sisekujunduselemente. Teine meetod on suure läbimõõduga torumaterjali painutamine, mille jaoks kasutatakse 3-rullilisi torupainutajaid.Toru tõmmatakse veorullikute vahele, mille suund määrab painderaadiuse.

Selle meetodi täpsus on isegi madalam kui eelmisel, kuid detaili saab uuesti painutada ja protsessi korrata kuni soovitud geomeetria saavutamiseni.
Õhukese seinaga alumiiniumtorude painutamist saab teha käsitsi, kui need on nõuetekohaselt ette valmistatud:
Valtsimismeetod ei näe ette sisemise täiteaine olemasolu, mistõttu seda ei kasutata väikeste raadiuste saamiseks.Selle meetodi valimisel ei ole võimalik täita kurvis oleva lõigu ovaalsuse rangeid nõudeid.
Alumiiniumtoru deformeerimiseks survega kasutatakse presse, millele on paigaldatud soovitud kujuga maatriksiga templid. Antud geomeetria saadakse väljastpoolt avaldatava rõhu mõju tulemusena.
Mõnel juhul võib rõhk olla sisemine, kui toru asetatakse vormi ja selle sisse juhitakse vedelikku, mille rõhk on piisav, et see vastu seinu suruda.
Duralumiiniumtorusid pole lihtne painutada, sest... See materjal on üsna kõva ja vetruv. Protsessi hõlbustamiseks põletatakse need vahetult enne painutamist temperatuuril 350–400 °C, seejärel oodatakse, kuni torud jahtuvad loomulikult õhu käes.
Suure läbimõõduga torude painutamise meetodid
Suhteliselt hiljuti ilmunud meetodid on torude painutamine tööstuslike ja kõrgsagedusvoolude abil ning painutamine pingega. Esimesel juhul kasutatakse suure jõudlusega kõrgsageduslikku paigaldust, milles 95 - 300 mm läbimõõduga toru kuumutatakse, painutatakse ja jahutatakse.
See koosneb kahest osast - mehaanilisest painutusmasina kujul ja elektrilisest, mis sisaldab elektrilist osa ja kõrgsageduspaigaldust.
Toru deformeerub ainult köetavas piirkonnas, mis asub induktiivpooli tsoonis. Painderulli mõjul muutub geomeetria etteantud suuruseni. Seda meetodit kasutades saate väikese kõverusraadiusega painde.
Teise meetodi abil painutamine toimub painutus- ja venitusmasinatel, mis sisaldavad pöördlauda. Torule mõjuvad suured tõmbe- ja paindejõud. Nii saadakse ühtlase seinapaksusega järsult kõverad painded kogu ümbermõõdu ulatuses.
Meetodit kasutatakse suure läbimõõduga torude painutamiseks, mida kasutatakse lennunduses, autotööstuses ja laevaehituses, kus torustikule esitatakse kõrgeid nõudmisi. Eeliseks on võime painutada torusid seinaga 2–4 mm 180⁰ võrra.
Profiili painutamise omadused
Profiiltorutooted on esteetilisema välimusega kui nende ümarad kolleegid, mistõttu neid leidub sageli majapidamiskonstruktsioonides. Painutamisel mõjub sellele seestpoolt survejõud, väljastpoolt tõmbejõud. Enne selle toimingu alustamist peaksite hoolikalt valima painutusmeetodi.
Profiilivalikusse kuuluvad torud, mille ristlõige on ruudu, ovaalse või ristküliku kujul.
Nüansse on mitu ja te ei tohiks neid tehes unustada painduvad profiiltorud kodus ilma erivarustuseta:
- Õhukeste seinte ja kuni 2 cm ristlõikega gofreeritud torude paindeosa optimaalne pikkus on toru kõrgus, mis on korrutatud 2,5-ga.
- Paksu seinaga torude puhul määratakse paindetsooni pikkus, korrutades ristlõike kolmega. Vastasel juhul ei saa vältida materjali pragunemist väljast või deformatsiooni seestpoolt.
- Kumerusraadiuse minimaalne väärtus on paindeosa korrutis 2,5-ga.
Ilma neid nõudeid arvesse võtmata ei saa te isegi loota head tulemust. Painutusmeetodid ei erine ümara ristlõikega toodetega töötamisel kasutatavatest. Lisaks saate kasutada käsitsi painutamise meetodit ristlõigetega, mis tehakse toru kolmele küljele.
Lõigete pikkus ja nende arv määratakse arvutustega. Oletame, et seal on toru 40 x 90 mm. Tuleb sooritada täispööre, s.t. painutage mööda seina 40 mm nurga all 180⁰ raadiusega 150 mm. Kõigepealt arvutage välisraadiuse põhjal poolringi pikkus:
L = (2π r: 2 = 2 x 3,14 x 190): 2 = 596,6 mm
Siseraadiuse puhul on arvutused samad:
Lin. = (2 x 3,14 x 150) : 2 = 471 mm.
Siseraadiuse lõikepikkuste summa määratakse valemiga: Lout = L – Lin = 596,6 – 471 = 126 mm.
Need, kes tahavad ise teha käsitsi torupainutaja või profiiltorude painutusmasin Oma kätega leiate meie pakutavatest artiklitest palju kasulikku teavet, diagramme ja kasulikke soovitusi.
Kui arvestada, et veskiga saab teha 5 mm laiuse lõike, siis 126 mm pikkusel paindetasandil tekib 25 pilu, mille järel toru painutatakse, kuni väljalõigete servad kokku puutuvad. Pilud keevitatakse ja õmblused puhastatakse.

Profiili- ja ümartorude painutamiseks on veel üks viis, kuid seda saab kasutada ainult talvel. Selleks sisestage toru otstesse pistikud, valage vesi sisse ja oodake, kuni see kõveneb. Toru painutatakse, kontrollides protsessi malliga, seejärel eemaldatakse pistikud ja eemaldatakse vedelik.
Järeldused ja kasulik video sellel teemal
Video nr 1. Sellest videost saate teada, kuidas toru improviseeritud vahenditega painutada:
Video nr 2. Kuidas painutada mis tahes ristlõikega toru ringiks:
Video nr 3. Omatehtud torupainutaja on majapidamises vajalik asi:
Remondi tegemisel või maja ehitamisel tekib sageli vajadus toru – ümmargune või profiil – painutada. Kui maht on väike, saate seda ise teha. Torutoodete massiline painutamine on võimalik ainult spetsiaalse varustusega.
Rääkige meile, kuidas painutasite metalltoru kasvuhoone ehitamiseks või muuks otstarbeks. Jagage saidi külastajatega ainult teile teadaolevaid tehnoloogilisi nüansse. Kirjutage kommentaarid allolevasse plokki, postitage artikli teemaga seotud fotosid ja esitage küsimusi.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Suurepärane artikkel :)