Kuidas keevitada vertikaalseid ja horisontaalseid õmblusi elektrikeevitusega: samm-sammult juhised
Elektrikeevitus on tehnoloogia metallide struktuuri ühendamiseks kuumutamise ja elektrikaarega sulatamise teel.See on laialt levinud rahvamajanduse erinevates sfäärides, sealhulgas erasektoris.
Tegelikult saab seda meetodit kasutada igasuguste metallide kokku keevitamiseks, võttes arvesse elektrikaare temperatuuri (7000-8000 kraadi). Kuid enne selle tehnoloogia poole pöördumist peate õppima, kuidas keevitada vertikaalset õmblust elektrikeevitusega, ja mõistma horisontaalse õmbluse saamise tehnikat.
Artikli sisu:
Keevisõmblused: üldised määratlused
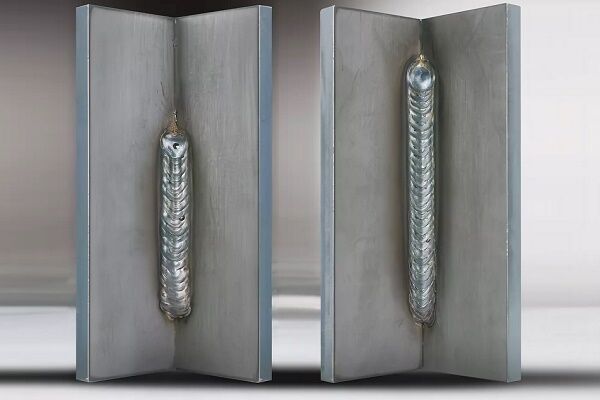
Metallide keevitamise tehnoloogia on tihedalt seotud keevisõmbluse mõistega. See tekib elektrikaarkeevitusega sulatatud metalli tahkestumise protsessis.
Sõltuvalt keevitamise asukohast võib õmbluse asetada horisontaalselt või vertikaalselt. Lisaks võib õmbluse ruumiline asukoht olla alumine, külgmine või ülemine.

Lihtsaim ja hõlpsamini teostatav on keevisõmbluste paigaldamine alumise horisondi tasapinnale. Sellistes tingimustes on sulametalli üsna lihtne kontrollida.

Ülejäänud võimalusi õmbluste paigutamiseks ruumis (külg ja ülemine) peetakse tehnoloogiliselt raskesti teostatavateks, mis nõuavad keevitustehnikate uurimist ja vastavate kogemuste arendamist.
Kuidas keevitada vertikaalset õmblust?
Keevitamise juhtimise raskus vertikaalse õmbluse loomisel on tingitud tavalisest füüsilisest nähtusest - gravitatsioonist. See mõjutab sulametalli massi, mis vedelal kujul tormab alla.
Siin on professionaalse keevitaja ülesandeks vältida sulamassi keevituskohast eemaldumist. Seda tulemust aitab saavutada stabiilselt põlev elektrikaar, mida hoitakse minimaalsel lubatud kaugusel elektroodi otsast keevisvannini.
Alt-üles tehnika
Vertikaalne liigend keevitatakse tavaliselt elektroodi liigutamisega alt ülespoole. See marsruut tagab stabiilsema juhtimise ja elektrikaar hoiab kindlalt sulavanni, vältides levimist. Just alt üles liikudes on võimalik moodustada kõrgeima kvaliteediga vertikaalõmblus.

Loomulikult tuleks enne vertikaalõmbluse keevitamise alustamist vuugipiirded ette valmistada ja vastavalt tehnilistele nõuetele töödelda. Keevitusaparaat tuleb reguleerida keevitustingimustega (seada vool, valida elektrood).
Esialgu tehakse piki vuugijoont mitu punkt-kleepumist - keevitamine lühikese õmblusega (1–2 cm).Selliste toimingute eesmärk on vältida keevitatud osade nihkumist kuumutamise ajal temperatuuri deformatsiooni tõttu.

Ühenduse vertikaalsel keevitamisel hoitakse elektroodi hoidmise nurk selle tasapinna suhtes, millel õmblus asetseb, 45–90º.
Keevitaja juhised näevad ette järgmised toimingud:
- Elektroodi kokkupuude metalliga süttib kaare.
- "Takid" tehakse 3-4 punktis piki liitejoont selle keskelt servadeni.
- Keevitamine algab liitejoone madalaimast punktist.
- Elektroodi käik on suunatud ülespoole, keevisvanni hoitakse tööpiirkonnas.
Elektroodi tuleb liigutada mõõduka kiirusega. Peamine kiiruse kriteerium on optimaalse sulandikoguse moodustumine keevisvannis.
Samaaegselt elektroodi vertikaalse käiguga on lubatud ristisuunalised siksakilised liigutused poolkuu, kalasaba või muu mustriga. Kuid põikilöögi tehnika tundub asjakohane ainult metallide puhul, mille seinapaksus on üle 4 mm.
Vertikaalse õmblusega metalli on soovitav keevitada ühe käiguga ilma peatumata. Algajatele keevitajatele tundub see keeruline. Kogemused kogunevad aga kiiresti.
Ülalt alla tehnika
Kogemuste omandamisel saavad keevitajad hõlpsasti vertikaalse õmbluse paigaldada, liigutades elektroodi ülalt alla. Mis on sellise operatsiooni nipp?
See on lihtne: elektrikaare süütamisel asetatakse elektrood töötlustasandi suhtes 90º nurga all.Niipea, kui metall kaare moodustumise kohas hakkab sulama, muudetakse elektroodi paigaldusnurka 15-20º võrra, langetades hoidikut veidi.

Elektroodi juhtmestik piki paksuseinaliste metallide ühendusjoont viiakse läbi ka "saehamba" või "ristkülikukujulise" kujuga põikisuunaliste siksakidega. Mõned keevitajad kasutavad "lainelaadset" sulatite jaotamise tehnikat.
Vahepeal kaasnevad vertikaalse õmbluse moodustamise meetodiga ülalt alla keevitajale suured raskused. Kuid paljude ekspertide sõnul annab sellisel kujul keevitamine kvaliteedinäitajate osas parima tulemuse.
Horisontaalse õmbluse keevitamise tehnoloogia
Horisontaalse õmbluse keevitamise eripära on peaaegu sama, mis vertikaalse õmbluse puhul. Tehnilised nüansid - jällegi elektroodide paigaldamise nurkade manipuleerimine.
Liikumissuunda detailide keevitamise ajal liitekohas saab valida selle vasakpoolseimast punktist parempoolseima punktini või vastupidi. Konkreetse suunavaliku määrab keevitaja, lähtudes isikliku mugavuse astmest.

Kuidas aga elektrikeevitusega korralikult horisontaalõmblust keevitada, et vältida sulandit mõjuva gravitatsioonijõu mõjul roobast välja voolamist?
Siin peab keevitaja valima elektroodi asendi, milles elektrikaare jõud oleks võrdne metallitilkade raskusjõuga.Võib osutuda vajalikuks reguleerida voolutugevust ja eksperimentaalselt valida elektroodi optimaalne liikumiskiirus.
Tavaliselt toimub horisontaalse õmbluse keevitamine pidevalt kuni täieliku lõpetamiseni. Kui aga sula (keevitusbasseini) kontrolli all hoida ei õnnestu, võib proovida tehnikat muuta – minna üle löögile koos kaare perioodilise kustutamisega.
Kõik need peensused on välja töötatud keevitustööde tegemise kogemuse tulekuga. Seetõttu ärge heitke meelt, kui teie esimestel katsetel miski ei õnnestu.

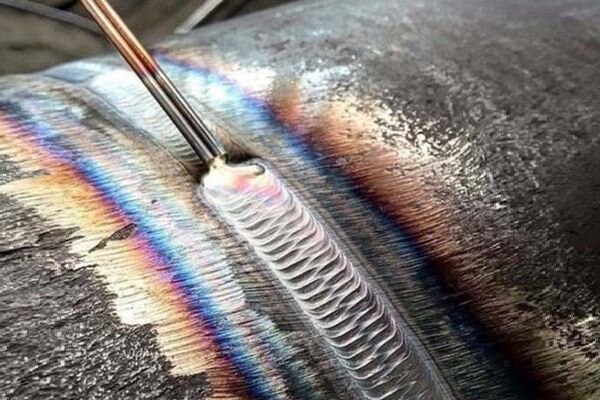
Vajaliku laiuse ja läbitungimissügavusega horisontaalse õmbluse moodustumine saavutatakse reeglina elektroodi põleva otsa hoolika põikisuunalise liikumisega ühe ühendatud osa servast teise servani.
Kuni 4 mm paksuste metallide keevitamisel kasutatakse elektroodi põiksuunalise käigu “mustri” erinevaid võimalusi. Sellega seoses pole konkreetseid soovitusi. Peaasi on saada vajalik õmbluslaius ja läbitungimissügavus.
Elektrikaar: optimaalse pikkuse juhtimine
Elektroodi kuuma otsa ja metalltasandi vahelist pilu suurust, mis on piisav elektrilahenduse tekkeks, nimetatakse kaare pikkuseks. Keevitajate juhendamise üks peamisi tugisambaid on optimaalse kaare pikkuse kontroll.
Teoreetiliselt võib keevitusrežiimis saada kolm kaarevahet:
- lühike (1 – 1,5 mm);
- pikk (3,5 – 6 mm);
- normaalne (2-3 mm).
Lühikese kaare põlemisrežiimi iseloomustab metalli ebapiisav kuumutamine kogu selle laiuses.Sellistel juhtudel on piki õmbluse servi nn "allalõige" - väike lohk. Sellise defekti olemasolu näitab keevisõmbluse madalaid kvaliteedinäitajaid.

Pika kaarkeevitusrežiimiga kaasneb tavaliselt perioodiline kustutamine. Siin on sügavusel metalli kerge kuumenemine. Samuti pole vaja rääkida heast õmbluse kvaliteedist.
Seega jääb ainuke võimalus, millele algaja keevitaja peaks keskenduma, tavaline kaare pikkus, mis ei tohiks olla suurem kui Ld = 0,5-1,1 * De (Ld - kaare pikkus; De - elektroodi läbimõõt).
Elektroodi asendi juhtimine
Keevitusprotsessi saab läbi viia asendis elektrood nurk ette, nurk taha, täisnurk. Kasutades mõnda neist kolmest tehnoloogilisest meetodist, suudab keevitaja luua õmblusi erinevates tootmistingimustes.

Seega kasutatakse "ettepoole nurga" meetodit traditsiooniliselt horisontaalsete ja vertikaalsete õmblustega elementide ühendamiseks osade ülemise ruumi asukoha tingimustes (lae keevitamine). Sama tehnikat kasutatakse edukalt fikseeritud toruühenduste keevitamiseks või omatehtud konstruktsiooni ehitamisel gaasiballooniga ahjud.
Hoides elektroodi rangelt täisnurga all (90º), tagab keevitaja, et tööd tehakse raskesti ligipääsetavates kohtades. Lõpuks võimaldab "taganurga" tehnika kvaliteetset keevitust nurgaliitmikel.
Elektroodi paigaldamisel ettepoole suunatud nurga all töötavad need tavaliselt õhukese seinaga metallidega. Selles elektroodi asendis saadakse lai madala sügavusega õmblus. Vastupidi, paksuseinaliste metallide puhul püütakse kasutada "tagurpidi nurga" tehnikat, tagades metalli kuumutamise piisava sügavusega.
Voolu parameetrid ja elektroodide liikumine
Voolu väärtus ja elektroodi liikumiskiirus on olulised tegurid, mis mõjutavad õmbluse kvaliteeti. Suure vooluga keevitamisega kaasneb metalli kuumutamine suurele sügavusele, mis võimaldab suurendada elektroodi liikumiskiirust. Eeldusel, et voolu ja elektroodi liikumiskiiruse suhe on optimaalne, saadakse ühtlane ja kvaliteetne õmblus.
Voolu, elektroodi, metalli paksuse vastavustabel
| Praegune tugevus, A | Elektroodi läbimõõt, mm | Metalli paksus, mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Elektroodi liigutamisel teatud kiirusega tuleks arvestada kaare võimsuse suurust. Elektroodi liiga kiire toitmine väikese võimsusega ei suuda tagada piisavat küttetemperatuuri.
Selle tulemusena ei ole metalli võimalik vajaliku sügavusega keevitada. Õmblus lihtsalt "lamab" pinnal, vaevu "haarates" servade piire.

Vastupidi, elektroodi liiga aeglase edasiliikumise tingimustes tekib ülekuumenemise atmosfäär, mis ohustab metalli deformeerumist keevitusliinil. Kui metallelemendid on õhukese struktuuriga, põleb võimas kaar metallist lihtsalt läbi.
Saate edukalt harjutada algaja keevitajana ja lihvida oma õmbluste valmistamise oskusi pliidi valmistamine katsetamiseks, mille korpuse aluseks on metalltoru.Soovitame lugeda kasulikku teavet.
Juhised algajale keevitajale
Keevitustöid saab teha ainult sobiva varustuse kasutamisel.
Standardkomplekt sisaldab:
- Tulekindlatest, vastupidavatest tugevatest materjalidest jope, püksid, kindad, jalanõud.
- Peakate, mis katab täielikult pea tagaosa.
- Spetsiaalne kaitsemask näole ja silmadele.
Keevitamiseks peaksite kasutama töötavat seadet, mille elektriline osa on suletud usaldusväärse korpusega. Seadmes sisalduvad elektrikaablid peavad olema täieliku isolatsiooniga ja vastama seadme elektrilistele omadustele.
Keevitaja koht peab olema varustatud töölaua, valgusallikate, maandusbussi, elektrilöögi kaitsevahendite ja tulekustutusvahenditega.
Ja enne töö alustamist peate hoolikalt uurima elektrikeevituse reeglid, kaaluda ja uurida seoste loomise meetodeid ja võimalusi.
Järeldused ja kasulik video sellel teemal
Kutsume teid vaatama videokeevitustöötuba: kuidas keevitada horisontaalseid ja vertikaalseid õmblusi:
Keevitajaks ei pea olema kvalifitseeritud, kuid soovitav on keevitustehnikate valdamine. Tänu olemasolevatele keevitusoskustele on inimesel rohkem võimalusi erinevate majapidamisprojektide elluviimiseks.
Soovi korral saate alati õppida tehnikat ja praktiline kogemus aitab teil omandada töö tegemise tehnikat kõrgel tasemel.
Kas soovite rääkida oma kogemustest keevisõmbluste valmistamisel? Kas teate protsessi peensusi, mida artiklis ei kirjeldata? Kirjutage kommentaarid allolevasse plokki.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}